
|
|
Forum Index : Microcontroller and PC projects : Laser cutters vs CNC machines....
| Page 1 of 2 |
|||||
| Author | Message | ||||
Grogster Admin Group Joined: 31/12/2012 Location: New ZealandPosts: 9979 |
Hello everyone.  Hope you are all enjoying your Easter holiday. CNC machines are still quite expensive, but they still produce the best results I guess, with their standard-ish 10,000RPM motor. However, laser-engraving machines are getting very clever and powerful, but are surprisingly cheap by comparison. Naturally: "The right tool for the right job" In my case, I am only ever wanting to cut holes in the plastic wall-plates that I put all my project in. I THINK this plastic is Polycarbonate and not PVC, but I could be wrong on that. The plastic is normally about 2.5mm to 3mm thick. This is well within the capabilities of a modest laser engraver/cutter, and I am eyeing up this one here. Does anyone here have a laser-engraver/cutter of modest output power, and can they tell me if cutting holes in plastic wall-plates is something that a machine like this could do? I think it can, but without any other advise or input, I am not sure. The price is right though! Smoke makes things work. When the smoke gets out, it stops! |
||||
| Mixtel90 Guru Joined: 05/10/2019 Location: United KingdomPosts: 8913 |
When I thought I was going to be made redundant I started looking at small laser engravers with the idea of producing custom laser engraved labels for other control panel manufacturers. Nothing happened, but I did discover that there are some types of plastic that are a no-no unless you install forced fume extraction as they give off poisonous fumes. I can't remember now which plastics caused problems. The stuff I was interested in is double layer and you cut through the top one to reveal a different coloured one underneath. It's not very thick and is a bit flexible. In the UK the plates for wall boxes are usually either metal or a very hard, brittle plastic with moulded stiffening supports on the back. They both engrave very nicely, and both are a bit of a sod to cut out! Those little laser engravers are very nice! Mick Zilog Inside! nascom.info for Nascom & Gemini Preliminary MMBasic docs & my PCB designs |
||||
| matherp Guru Joined: 11/12/2012 Location: United KingdomPosts: 11554 |
Highly unlikely, they can cut dark coloured plastics but not anything light coloured. Also, the fumes can be deadly. You need a CO2 laser for plastic but that is more expensive and large. |
||||
Revlac Guru Joined: 31/12/2016 Location: AustraliaPosts: 1278 |
I have done a fair bit of laser cutting and engraving with the co2 or K40 as its sometimes referred to, You would have to check some of the K40 forums for what materials can be cut and so on, after using the CO2 laser cutter for clear perspex, it works so well, the diode will have problems cutting that plastic unless it has been painted, also those diode laser's you would need to have eye protection. CNC vs Laser cutting, each has its own benefits, CNC have very precise depth control. Edit. Do not cut PVC, nasty stuff apparently. Edited 2023-04-10 18:10 by Revlac Cheers Aaron Off The Grid |
||||
| circuit Guru Joined: 10/01/2016 Location: United KingdomPosts: 305 |
I have three laser cutters in regular use for model making and other hobby purposes which I have been using over the last ten years. They are all CO2 units. My first laser was a small unit that turned out to be so useful that I bit the bullet and equipped my indoor study/workshop with a high precision 60 watt laser and a 120 watt machine in my garage. The latter is capable of handling a 4ft x 3ft sheet of half-inch plywood. They are delicious fun and handle acrylic, ply, MDF and so forth with speed and accuracy. They are all in metal cabinets with full high volume fume extraction which is absolutely essential. In a previous life before retirement I used lasers in surgical applications for cutting both hard and soft tissue. The ability of any laser to cut a particular material depends upon the wavelength of the laser beam. CO2 lasers output a beam around 10600 nm which is well absorbed by water, making them very useful for surgical cutting. This beam is also well-absorbed by acrylic polymers giving very clean cuts in plastics such as Perspex which they cut by vaporisation of the plastic. Switch boxes are generally made from thermoset plastics and these do not vaporise so easily with a laser beam. Thermoset plastics are cut by thermal degradation -i.e. burning, producing very unpleasant carbonaceous smoke. The cut surface is normally rough and dark brown or blackened and accompanied by an unpleasant residual odour. They are generally much better machined. Apart from a need for fume extraction, lasers cut efficiently only when the vaporised material is cleared immediately from the target site, meaning a supply of compressed air coaxial with the laser beam is required. The type of solid-state laser diode machine that you are looking at is very restricted indeed - the wavelength is around 450nm and this limits the type of material that they will cut as Peter indicated. You are certainly going to have issues cutting through a thermoset wall plate! Also consider that wallplates often have a filler to make them fire-resistant - and therefore become laser resistant. The bottom line is that for a low-cost solution for cutting wall-plates you would be be best off with a small milling machine. |
||||
| DaveJacko Senior Member Joined: 25/07/2019 Location: United KingdomPosts: 103 |
Most informative post I've read in a while, thanks, Circuit ! IMHO, wall-plates are just really hard to cut, I have used a carbide ceramic tile drill bit, just to drill holes, and it's still slow and prone to crack. I have made my own covers from foam-cored plastic from uPVC suppliers, not ideal, but maybe worth looking at other easier materials. I do own a 'CNC3018' which spins a 3mm carbide cutter, great value machine. I've really enjoyed using it, learning GRBL, CAD and G-Code, (and written G-code driver in MMBasic for DOS, keeps me sane in this mad world ) While it's ace for styrofoam or Balsa, I've not explored other materials. I could see it working with good old Traffolite for labels. I'd like a Laser, but I'm wary that those you can buy from some outlets have been calibrated with larger electrons than we have in the West. (It's to do with the charge/mass ratio) - they may not be quite as powerful with our electricity. as Circuit says, I fear you need CO2 Watts, not an LED, to do much sizzling. Try swapping 2 and 3 over |
||||
| Grogster Admin Group Joined: 31/12/2012 Location: New ZealandPosts: 9979 |
Very useful information, thanks chums!  I will not buy the laser thing I was looking at, as it would seem that even if you could make it work, the cut would be rough and singed around the edges of the cut due to the laser heat etc. I will attempt to find a small milling machine perhaps. If anyone has any links to anything like that, feel free to post them here. Smoke makes things work. When the smoke gets out, it stops! |
||||
| Gizmo Admin Group Joined: 05/06/2004 Location: AustraliaPosts: 5182 |
I've worked as a production manager for 3 laser companies, and they used a 300W, 2.5kw and 5kw lasers, all co2, infrared. We mostly cut steel on the bigger lasers. The smaller 300W laser could cut steel up to 3mm, but was mostly used for cutting timber and some plastics. The rule at all these places was DO NOT CUT PVC OR POLYCARB! Ever! They both have a burnt edge on the cut which is yuk, but more importantly, Polycarb gives of large amounts of green smoke, benzine, which is highly carcinogenic, and PVC gives of a hydrochloric vapor that sticks to, and eats, anything it lands on. So dont do it. Other plastics, like acrylic, PET ( soft drink bottle plastic ), and HDPE ( Water tanks, chopping boards ) are fine to laser cut, though HDPE is messy. Glenn The best time to plant a tree was twenty years ago, the second best time is right now. JAQ |
||||
| Grogster Admin Group Joined: 31/12/2012 Location: New ZealandPosts: 9979 |
So noted.  I will not be buying one of those things for plastic cutting, but it seemed such a good deal. I'm glad I posted this thread now!  I am now looking for a small milling machine to do this kind of work. If I find anything, I will post a link. Smoke makes things work. When the smoke gets out, it stops! |
||||
| Mixtel90 Guru Joined: 05/10/2019 Location: United KingdomPosts: 8913 |
Are they something that could be 3D printed? Mick Zilog Inside! nascom.info for Nascom & Gemini Preliminary MMBasic docs & my PCB designs |
||||
| Grogster Admin Group Joined: 31/12/2012 Location: New ZealandPosts: 9979 |
No. They are cutouts in the plastic wall-plate. To date, I have been doing them manually, but it is starting to get tedious. So I was looking for a laser/CNC method to automate the process. I think that the suggestion of a small milling machine is a good one, so I am now chasing that suggestion. EDIT: On the 3D printed thing specifically, no. Current 3D printing is not of sufficient quality to use in commercial product - the print is still very much "Layered" and obviously 3D printed. That is fine for something NOT being seen, but completely useless for anything seen on a daily basis - it looks crap. Apologies to all the 3D printer fans here, but.....C'est La Vie..... Edited 2023-04-11 19:19 by Grogster Smoke makes things work. When the smoke gets out, it stops! |
||||
| Mixtel90 Guru Joined: 05/10/2019 Location: United KingdomPosts: 8913 |
I was just wondering about printing the plate. It would be "front" face down on the bed, so a heated bed might give a reasonable finish. I don't know, I've never used 3D printing. :) Mick Zilog Inside! nascom.info for Nascom & Gemini Preliminary MMBasic docs & my PCB designs |
||||
| Revlac Guru Joined: 31/12/2016 Location: AustraliaPosts: 1278 |
Always been my goto place for info https://all3dp.com/2/cnc-3018-pro-buyer-s-guide/ Think we have been talking about these before, Somewhere. Grogs, not sure why it couldn't be printed I have seen wall plates printed, Do yo have a photo of the finished product? Edit: backing plates I should have said. Resin printed then NO LINES or layers. Edited 2023-04-11 19:31 by Revlac Cheers Aaron Off The Grid |
||||
| Lightrock Newbie Joined: 19/05/2014 Location: AustraliaPosts: 26 |
Silicon Chip had an article a few years ago about how they cut the front panels they sell for projects. I can't find the article now but from memory it was a water cooled UB laser. I have a couple front panels for LCDs and the cut finish is excellent - very smooth. |
||||
| circuit Guru Joined: 10/01/2016 Location: United KingdomPosts: 305 |
 This image; my CO2 laser properly adjusted; compressed air coaxial to the beam; one centimetre thick acrylic. One pass of the laser beam. Acrylic cuts beautifully as you say. When I am making matching components for model making, that is where one fits inside the other, I find that I can cut the bits, try them against each other then make perhaps 50 or 100 micron adjustments to get the perfect fit. The width of a cut made by a saw blade is called the 'kerf'. The laser equivalent, that is the width of laser cut, is normally around 100 microns. Stepper motors are driving at 24 000 pulses per inch, hence the gloss finish. Don't get the idea the these machines are exactly 'press the button and it's done'; there is a lot of adjustment to perfect the cuts. Mirrors have to be aligned with great accuracy, the x-y drive system has to be adjusted to ensure all is square and all the optics have to be cleaned regularly to maximise the beam strength. Judging by various forums, Some beginners find such aspects rather frustrating at times. Once everything is optimised and the laser is undisturbed then it most satisfyingly predictable and very fast in operation. Edited 2023-04-12 05:11 by circuit |
||||
| phil99 Guru Joined: 11/02/2018 Location: AustraliaPosts: 3297 |
Yes, acrylic is the ideal material laser cutting though tricky to machine. It melts and clogs the cutter, as do some other plastics. I have assembled a couple of kits with boxes made from laser cut acrylic panels with tiny mortice and tenon joints. The precision is excellent. Grogster, if using a laser you would need to make the whole wall-plate rather than do cut-outs in existing ones. White acrylic is available. |
||||
bigmik Guru Joined: 20/06/2011 Location: AustraliaPosts: 2981 |
Hi Grogster, All, I am by no means an expert but I now have my 3018 CNC doing what I want with the white Polycarbonate wall plates. The secret is the cutter, I tried many cheapo Chinese ones and had horrible results with melting etc. I now use a high quality HSS upcut end mill that I buy from Adams Bits like this Up cut for Plastic The way i approach it is as fast a speed as I can get on X and Y axis (I set about 800mm/s) and no more than 0.2mm cutting depth per pass. This depth means the cuts take a reasonable time to make but I am very happy with the final results. See my latest Blank wall plate (low profile type) with a 4" TFT (NOTE the herringbone is an artifact in my poor camera work, the screen looks perfect as you would expect.) 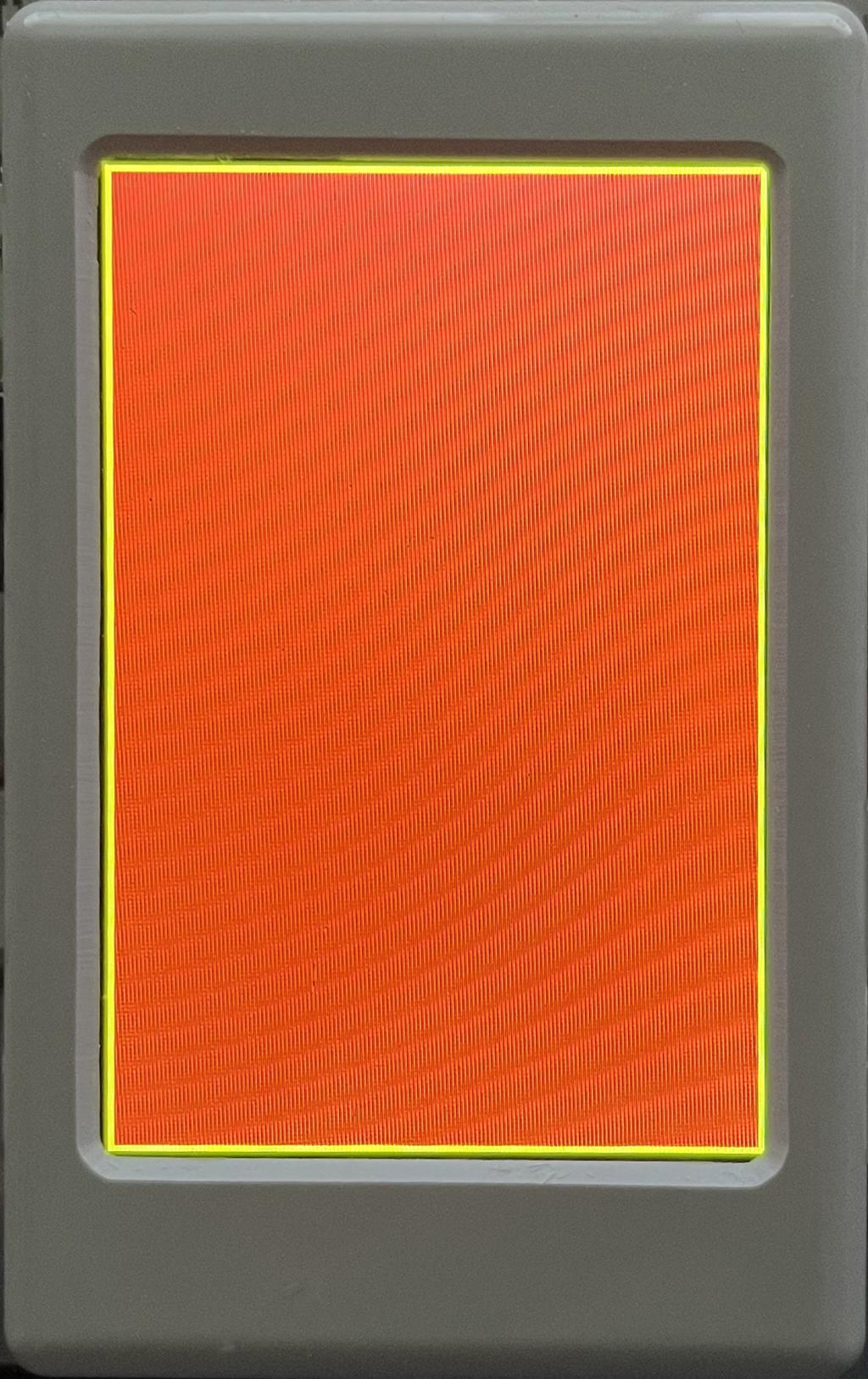 and 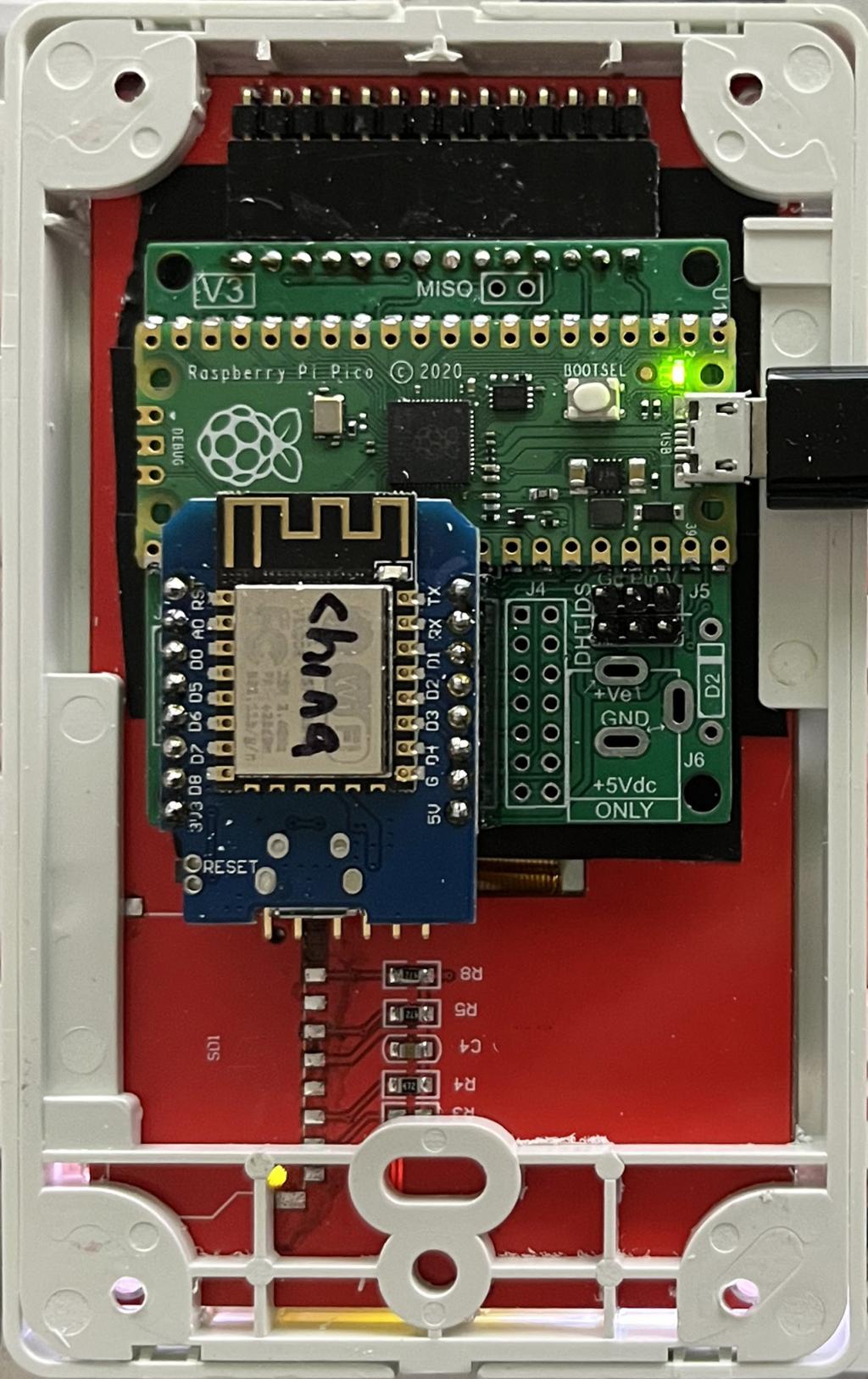 This is a long process to machine front and rear fascias and takes roughly 1 hour to complete both front and rear fascia. I do the Vee groove after I have roughly cut out the inner hole so that the finish is smooth. I am very happy with the result and the low profile fascias are (note were) dirt cheap at about $1.20 AU each but I just looked and they have nearly doubled. Blank Low Profile wall Plates Regards, Mick Edited 2023-04-12 15:05 by bigmik Mick's uMite Stuff can be found >>> HERE (Kindly hosted by Dontronics) <<< |
||||
| circuit Guru Joined: 10/01/2016 Location: United KingdomPosts: 305 |
One matter of note; there are two types of acrylic; cast and extruded. The only type you will want to use is cast acrylic because this cuts easily and the end product retains its integrity. Extruded acrylic cuts with a foul smelling vapour and the cut edge is susceptible to crazing. Even a wipe of the cut edge with isopropanol is usually enough to cause crazing. I keep to cast Perspex; however... cast Perspex tends to vary in thickness across the sheet and between sheets of the same gauge thickness. A 3mm sheet can vary from 2.7 to 3.3 in thickness and this variability has to be taken into account before sending a design to the laser. For example, if there is a tab engaging in to a slot then I measure with a micrometer the thickness of the piece of acrylic that I am going to use then adjust the design to match precisely. Compensation for the thickness of the kerf also needs to adjusted in. This all becomes routine once you get used to it but it will trip up the unwary. |
||||
| Gizmo Admin Group Joined: 05/06/2004 Location: AustraliaPosts: 5182 |
Yeah I got caught with that once. I had designed up a custom pamphlet holder for a cutomer in blue clear acrylic. A bit of tongue in groove assembly required, flat pack design. The prototype was perfect, so I ordered a sheet and cut out a hundred, packed up and sent to client. Week later get them sent back, the tongue was to big for the groove, it was a 3.2mm sheet instead of 3.0mm  Glenn The best time to plant a tree was twenty years ago, the second best time is right now. JAQ |
||||
| Plasmamac Guru Joined: 31/01/2019 Location: GermanyPosts: 620 |
Maybe a shapeoko is the right way for you Plasma |
||||
| Page 1 of 2 |
|||||
| The Back Shed's forum code is written, and hosted, in Australia. | © JAQ Software 2026 |
