
|
|
Forum Index : Other Stuff : cutting circlip groove in hardened steel
| Page 1 of 2 |
|||||
| Author | Message | ||||
yahoo2 Guru Joined: 05/04/2011 Location: AustraliaPosts: 1166 |
I tried to lathe an external circlip groove in some really tough shaft tonight and nearly stuffed it up. The HSS tool I made didn't hold an edge and started to work-harden the shaft, I am not really happy with the result as the walls of the groove are not square enough to hold the circlip properly. It's good enough to get me out of trouble for a couple of weeks as I can press-fit the bearings and loctite them in. I need to have another go and get it right. Anyone know of a tool I can buy that will handle this? It needs to be 0.7mm or 1mm wide and 5100 to 9030 grade. anyone use something like this? 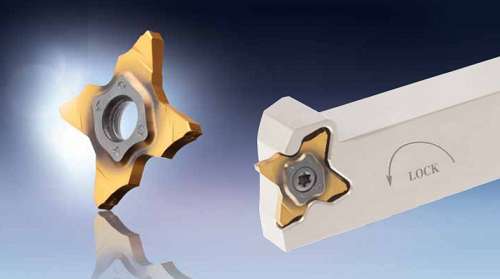
thanks yahoo I'm confused, no wait... maybe I'm not... |
||||
| Gizmo Admin Group Joined: 05/06/2004 Location: AustraliaPosts: 5182 |
The only way I've ever managed to machine a grove in hardened steel is grinding. I used one of those skinny 0.5mm Dremel cutting disc's, set up the Dremel on the lathe cross slide and it worked OK. Glenn The best time to plant a tree was twenty years ago, the second best time is right now. JAQ |
||||
| yahoo2 Guru Joined: 05/04/2011 Location: AustraliaPosts: 1166 |
Thanks Glenn that might be my best option. The only other thing I can think of is to lathe up something softer like Duraflex and harden it afterwards, I don't want it to be too brittle as it still needs to flex to take some shock load. I'm confused, no wait... maybe I'm not... |
||||
powerednut Senior Member Joined: 09/12/2009 Location: AustraliaPosts: 221 |
I've heard of the grinding wheel thing being done before as well: http://bobhooversblog.blogspot.com/2009/10/hvx-mods-how-to-d o-it-to-it.html Another thing I've heard of is people using chopped up circular saw blades as cut-off knifes. Apparantly the tip on the circular saw blades is pretty effective, and they are cheap and easy to replace. Disclaimer: I've never operated a lathe in my life, so there is a pretty good chance I'm talking out my a*** |
||||
MacGyver Guru Joined: 12/05/2009 Location: United StatesPosts: 1329 |
yahoo2 I second Gizmo's advice. The actual tool is called a tool post grinder. it employs a greenwheel or other very hard stone. If you're working with really hard stuff, you don't want to get it so hot it anneals (softens) and you don't want it to work harden either, because it becomes brittle. Grinding is about the only way you can get the job done without otherwise harming the working hardness of the metal. It unfortunately has some disadvantages, first off being you have to constantly check your calibration as the stone wears and you have to go very slowly so you don't heat up the wheel. If the wheel gets too hot, it flies apart and that can be dangerous as well as maybe ruin your piece. I've used a Dremel tool successfully as Glen described. Just remember to mic your work often and go slowly. If heat build up becomes a problem, you can drape a wet rag near the working portion and it will sink off the heat. If the rag begins to show steam, it's time to slow down. If you start with a softer metal and need to "case harden" it after machining, heat the metal evenly until it blues then thrust it under cutting oil for a few seconds, then beneath black volcanic sand or silica sand until it cools. This will case harden the surface down about .003". If you need the entire piece hardened, I'm not sure how to do that; sorry. Hope that helps out. . . . . . Mac Nothing difficult is ever easy! Perhaps better stated in the words of Morgan Freeman, "Where there is no struggle, there is no progress!" Copeville, Texas |
||||
| MacGyver Guru Joined: 12/05/2009 Location: United StatesPosts: 1329 |
@ powerednut I'm thinking what you're talking about with the saw blade is manufacturing a "parting tool". A parting tool is used to trim excess metal by turning a groove all the way to center. A parting tool can also effectively cut piston ring "lands" as the tool makes a very defined 90* cut each side of the groove and each land is exactly parallel to the other. I've never heard of this being done with a recycled carbide-tipped circular saw blade, but it makes perfect sense. The only problem I can see might be cutting the saw blade such that it has a stem, which is ground to a chisel point along its top edge, so it will fit into a standard cut-off tool holder. The tool holder has a circular "cam" that pinches against the "V" portion of the cut-off tool's top edge when the cam is rotated. Thanks for the great idea; I'll build one sometime soon and post the build if it works out. . . . . . Mac Nothing difficult is ever easy! Perhaps better stated in the words of Morgan Freeman, "Where there is no struggle, there is no progress!" Copeville, Texas |
||||
| powerednut Senior Member Joined: 09/12/2009 Location: AustraliaPosts: 221 |
thanks for that Mac, I was trying to think of the right term and it just wouldn't come. There are some nice pics showing how its done here: Carbide Parting Tool The parent thread (here ) is well worth a read, though its long and had me drooling over the machines some of those guys have, as well as the stuff they produce with it. |
||||
| MacGyver Guru Joined: 12/05/2009 Location: United StatesPosts: 1329 |
powerednut Yeah! That works. I'll make one, but I think I'll use a brand new blade. If it works well, I'll build as many as I can and hand them out to friends. They will make a neat impromptu gift. I hang with a bunch of steam engine (nuts) builders and we're always trying to "one-up" each other coimg up with nifty machining gadgets. I wish I had a laser cutter! Maybe one of the guys will come up with one and hand THEM out as a prize (fat chance!). 
. . . . . Mac Nothing difficult is ever easy! Perhaps better stated in the words of Morgan Freeman, "Where there is no struggle, there is no progress!" Copeville, Texas |
||||
Oscar4u Regular Member Joined: 23/02/2011 Location: New ZealandPosts: 42 |
Hello Yahoo a carbide tipped parting of tool will presumably do the job but they are usually 3mm wide or so. Would it matter if the groove is wider then the circlip? Seen it done many times. If you had a lathe I would not dream of grinding it. Cheers Oscar Oscar4u - for all your rotary cowshed repairs |
||||
Rastus Guru Joined: 29/10/2010 Location: AustraliaPosts: 301 |
Hi Yahoo2, Each of the replies you've recieved have merit.If the surface has work hardened,initial grinding is needed.If the dremel wheels can be dressed as the work proceeds,that would take care of the whole job.I'm not sure what you have available to make hss tools,most use a bench grinder.I made cutting tools for industies all over the world for 10yrs and found if the primary relief angles are kept to 3deg with aprox 1mm land, then a secondary releif of 6-7deg,cutters of all kinds lasted substantially longer and dissipated heat better.Both Glenn and mac's comments are right on along with Oscars concern about the grinding dust on your lathe.I hate to say I resorted to it once in an emergency to help out a mate.Please clean up exstremely thoroughly.All the best Cheers Rastus see Rastus graduate advise generously |
||||
| yahoo2 Guru Joined: 05/04/2011 Location: AustraliaPosts: 1166 |
I've operated a lathe for most of my life and I find talking out of my a*** to be a fantastic hobby! Thank you all for the replies, I do quite a bit of grinding in the lathe to deal with metal spray hardfacing but I had never come across a suitable wheel for my grinder that is less than 2mm wide, thanks to your posts I found 3 discs that will cut from 0.8mm to 1.3 mm. Will be interesting to see if I can dress a square edge on a disc that thin. It was one tough shaft, my parting tool that cuts hardened sprockets like butter, struggled badly. Looks like the shaft is a hardened chrome moly alloy. only the very centre of the shaft is easily machinable. The cobalt High Speed Steel tool I ground (six times) to cut the groove almost vaporised the tip the first time I held some pressure on it. Rastus, I had my eyes opened to what is possible a while ago, called in to see a bloke that runs some automated machines, he had hundreds of tools he made that cut angles, recesses and curves then parts off all in one movement. Mind blowing! cheers yahoo note for Mac: Heating to blue is tempering, but only for spring steel at 310 - 330 degrees C. Hardening and quenching in brine,oil or compressed air is done at a much higher temperature depending on what composition the steel is. I harden and temper my own wear plates for machinery,its a handy skill to have. edit: spelling mistakes, must be tierd tyred.......tired I'm confused, no wait... maybe I'm not... |
||||
| Rastus Guru Joined: 29/10/2010 Location: AustraliaPosts: 301 |
Hi Yahoo2, If that bloke makes his own cutting tools,he might have a tool & cutter grinder which would be perfect for the job.Unfortunately there are 1000's of wheel grades and types and not having continued in the trade(health problems 15yrs ago),I can't remember most of them.There is an orange vit bondwheel about 1/4" wide aprox 6" dia.that will hold a 1mm or less form when dressed with a diamond tipped dressing stick that would be ideal for the job.The job could be mounted between a workhead and centre on the bed,then just feed the crosslide into the wheel.Another thought was to use a fine diamond file to get below the hardened surface and try the tool pictured above.If it's to wide use a carborrundim(green grinding wheel)to narrow it to 1mm with side relief,and don't worry if the tool hight is slightly below centre.It's hard to believe but they cut better with negetive rake.Cheers Rastus see Rastus graduate advise generously |
||||
| VK4AYQ Guru Joined: 02/12/2009 Location: AustraliaPosts: 2539 |
Hi All I have used the thin cutting wheels made for angle grinder with success in my tool post grinder, the edges round off a bit but that's better as it leaves a stress relief radius in the groove, they are a bit wide for thin circlips but it doesn't seem to matter unless the shaft is sliding axially, to cope with the grit I use a piece of oiled calico big enough to cover the bed and put it under the tool post. These cutting disks are very tough with some sort of rubber bond so the will not fly apart easily. All the best Bob Foolin Around |
||||
| MacGyver Guru Joined: 12/05/2009 Location: United StatesPosts: 1329 |
Crew A little note here: If you're using a shop vac running while you're turning or grinding, put an inch or two of water in the bottom of the thing before you start. This directs the grit into a puddle where it will stay put. Otherwise, it whirls around inside and gets run through the motor and sooner or later destroys bearings and brushes. Just a thought from someone who learned the hard way. . . . . . . Mac Nothing difficult is ever easy! Perhaps better stated in the words of Morgan Freeman, "Where there is no struggle, there is no progress!" Copeville, Texas |
||||
| Tinker Guru Joined: 07/11/2007 Location: AustraliaPosts: 1904 |
Yes Bob, but it is *VERY* important not to exceed the max RPM on the cutting disk. I speak from experience with my die grinder that I pressed into service as a toolpost grinder  . The specs said the die grinder gets up to 20,000RPM or so, the grinding disk I was using had a rating of far less than that. . The specs said the die grinder gets up to 20,000RPM or so, the grinding disk I was using had a rating of far less than that.
There was an almighty bang after switch on and a tiny amount of grinding and there appeared to be only a shaft stub spinning in the grinder. Once I had switched everything off and recovered my composure I went searching for the grinding wheel remnants. One hit a clamp handle (plastic) on the bench behind me and smashed it to pieces. One hit he ceiling and embedded itself into solid concrete. The rest was never found. Had one hit me I would not be here anymore to write this message now. The lesson is, NEVER put your body in the line of fire when toolpost grinding. Klaus |
||||
| Rastus Guru Joined: 29/10/2010 Location: AustraliaPosts: 301 |
Hi Bob, Do you run the grinder in the same direction to the shaft,like a cylindrical grinder,or oppossite?Cheers Rastus see Rastus graduate advise generously |
||||
| VK4AYQ Guru Joined: 02/12/2009 Location: AustraliaPosts: 2539 |
Hi Rastus The grinder directs the sparks down to the bed, looking at the chuck from the tailstock end it is turning CCW and from the same perspective the grinder is CLW. Good point Tinker on the speed as they can blow up, I have found the semi flexible bond wheels very tough compared to the resin bonded standard wheels, also a die grinder is much faster than a tool post grinder as they are designed for a 1 inch wheel whereas a tool post grinder is designed for a 4 inch wheel. Also lock the saddle in place when grinding as if it moves sideways it can ruin the job if not your whole day or longer. All the best Bob Foolin Around |
||||
| Rastus Guru Joined: 29/10/2010 Location: AustraliaPosts: 301 |
Hi Bob, After I read my post I knew it wasn't worded correctly!While having the grit going down is the most comfortable for the machinist,having the grit going up is the most efficient and controlled cutting method.Cylindrical grinders have the wheel and work running counter clockwise.On a lathe this would mean the work would rotate CCW viewed from tailstock and the grinder in the toolpost is running CCW from the same viewpoint.If the tailstock travel allows mounting the grinder on the farside of the work the grit will be dropping to the bed,while the rotation remains the same.I hope I havn't raised to much flack with these comments.Cheers Rastus see Rastus graduate advise generously |
||||
| yahoo2 Guru Joined: 05/04/2011 Location: AustraliaPosts: 1166 |
Think I might buy a few of the inserts pictured in my first post. I do a lot of grooving for o-rings and circlips and stuff. they have 17 sizes between 0.5 mm and 2.0 mm and a selection of corner radius options. I am still going to have a practice with the grinder on the off-cut in case the one on the machine doesn't hold. I am not able to buy the shaft on its own from the manufacturer of the machine, the swing arm, mount and shaft without the pulley is sold as one item for more than $1000 so its definitely worth the effort to refurbish the old one. I'm confused, no wait... maybe I'm not... |
||||
| VK4AYQ Guru Joined: 02/12/2009 Location: AustraliaPosts: 2539 |
Hi Rastus My tool post grinder is a Waldown brand, I have had it for 40 years and it is still going. It can be be used for internal and external grinding and has a variable speed controller for the universal motor with a reverse switch, but standard mode is CLW looking from the tailstock end. I think you meant the cross slide for rear mounting, but I have found that it works well from the front, and as the object of grinding is very small cuts there is no point in looking for maximum cutting efficiency. The surface speed of the job is less than 1% of the surface speed of the grinding wheel, so for the odd job there is no issue. Hi Yahoo I like the tool pictured but wonder if the cost would be justified in the home playroom, certainly would be for an active workshop. With the cost of carbide tooling going through the roof I find myself using more old HSS and stellite tools again for hobby turning. Its a bugger being on a pension and trying to keep up with tooling and playing solar and windmills. Fortunately I still have lots of tooling left for heavy jobs from more active times, and I make up tooling by silver soldering bits of worn out indexable tooling to mild steel shanks. Another project on the list is a Fool and Cutter grinder, if I live long enough to get through what I already have. All the best Bob Foolin Around |
||||
| Page 1 of 2 |
|||||
| The Back Shed's forum code is written, and hosted, in Australia. | © JAQ Software 2026 |
